
Член VIP

Безпрограмний робот для зварювання сталевих конструкцій
1.1 Огляд функцій Система для самостійного розробки системи, основна функція якої полягає в глибокій інтеграції процесу зварювання, повторному імпорті
Подробиці про продукт
1.1 Огляд функцій
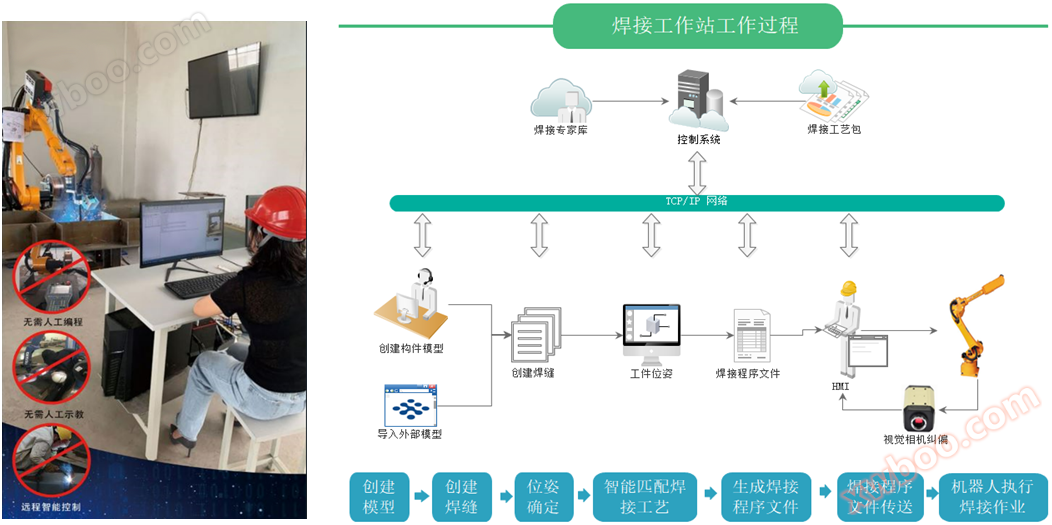
Система для самостійного розробки системи, її головною функцією є глибока інтеграція процесу зварювання, повторний імпорт тривимірної моделі, визначення позиції всього зварювального шву компонента за допомогою візуальної системи, автоматичне створення зварювальної процедури на основі фактичного контуру розташування в моделі.
Програмне забезпечення розгортається в На ПК-системах ПК-системи можуть бути розміщені в будь-якому місці, а дистанційне управління за допомогою протоколу TCP/IP, тобто безпосередньо в офісі можна використовувати обладнання на місці для зварювання.
1.1.1 Система може виконувати дві зміни на день (Кожен занять8 годин) нормальна робота і стабільна точність;
1.1.2 конструкційні малюнки робочої станції після неодноразових аргументів та моделювання конструкції, міцність конструкції різних компонентів надійна, зручний монтаж та обслуговування, за умови гарантування функції, гарантує красу зовнішнього вигляду;
1.1.3 Всі закупівельні частини обладнання робочої станції надаються відомим виробникам в галузі, якість всіх оброблених частин проходить суворий контроль, міцність відповідає стандартам, переважні продуктивні характеристики та плавні рухи;
1.1.4Деталі та прилади обладнання робочих станцій та всі дані про малюнки використовуються в одиницях вимірювання за національними стандартами (GB)стандартів; Всі прилади, компоненти, конструкція, виробництво та використовувані матеріали повинні відповідатиISOіIECМаркастандартів або інших еквівалентних;
1.1.5 Виробництво деталей робочої станції за допомогою якісних матеріалів, обрані механічні та електричні компоненти є якісними та надійними серіями продуктів;
1.1.6 передній кінець робота має датчик протизіткнення, який може своєчасно захистити від простою роботи в разі зіткнення, а також може налаштувати автоматичну систему очищення пістолетних резок та автоматичну систему видалення пилу відповідно до вимог;
1.1.7 Розумні зварювальні функції, такі як візуальна взаємодія з робочою станцією, тривимірний цифровий привід, інтелектуальне планування шляху зварювання, візуальне сканування шляху виправлення, параметри відповідності та автоматичне створення програми зварювання бібліотеки процесу.
1.1 Типи структури та спосіб роботи рекомендованої системи
1.1.1 H типу сталевих кранів балки, арматурна плита структура основна балка використовує H типу сталевих машин один клавіш запуску методу роботи, ручного втручання дуже мало, найвища ефективність роботи, оператор може працювати багато машин роботи;
1.1.2 Сталеві колони типу H, балки даху, внутрішні посилення пластини корпусної конструкції та основні зварювальні шви та інші типи конструкцій, які використовують візуальну взаємодію людини з машиною для роботи, оператор може керувати багатомашинною роботою;
1.1.3 мостові панелі, великі коробки типу перегородки і інші структури, через довгі зварювальні шви, кількість типів зварювальних швів невелика, використовуючи модель приводу для зварювання, менше ручного втручання, висока ефективність зварювання, оператор може працювати багатомашинну роботу;
1.1.4 Ко Титан інтелектуальна система є повним набором систем, система підтримує вищезгадані різні способи роботи, відповідно до фактичних потреб використання вибрати відповідний модуль для роботи, підвищення продуктивності.
Система MES
1.5 Особливості системи:
а) Обмін даними про моделі заводу на основі технологій Інтернету.
b) управління процесом виробництва, яке може включати кожен етап виробничого процесу в процес управління
в) інтеграція та підвищення загальної ефективності роботи проекту в режимі реального часу, динамічного та реального, щоб досягти повної участі в управлінні
d) процеси, відділи, групи, права можуть бути повністю налаштовані
e) Інформація про поток процесу в режимі реального часу
f) Планувати автоматичну організацію відповідно до ритму виробництва
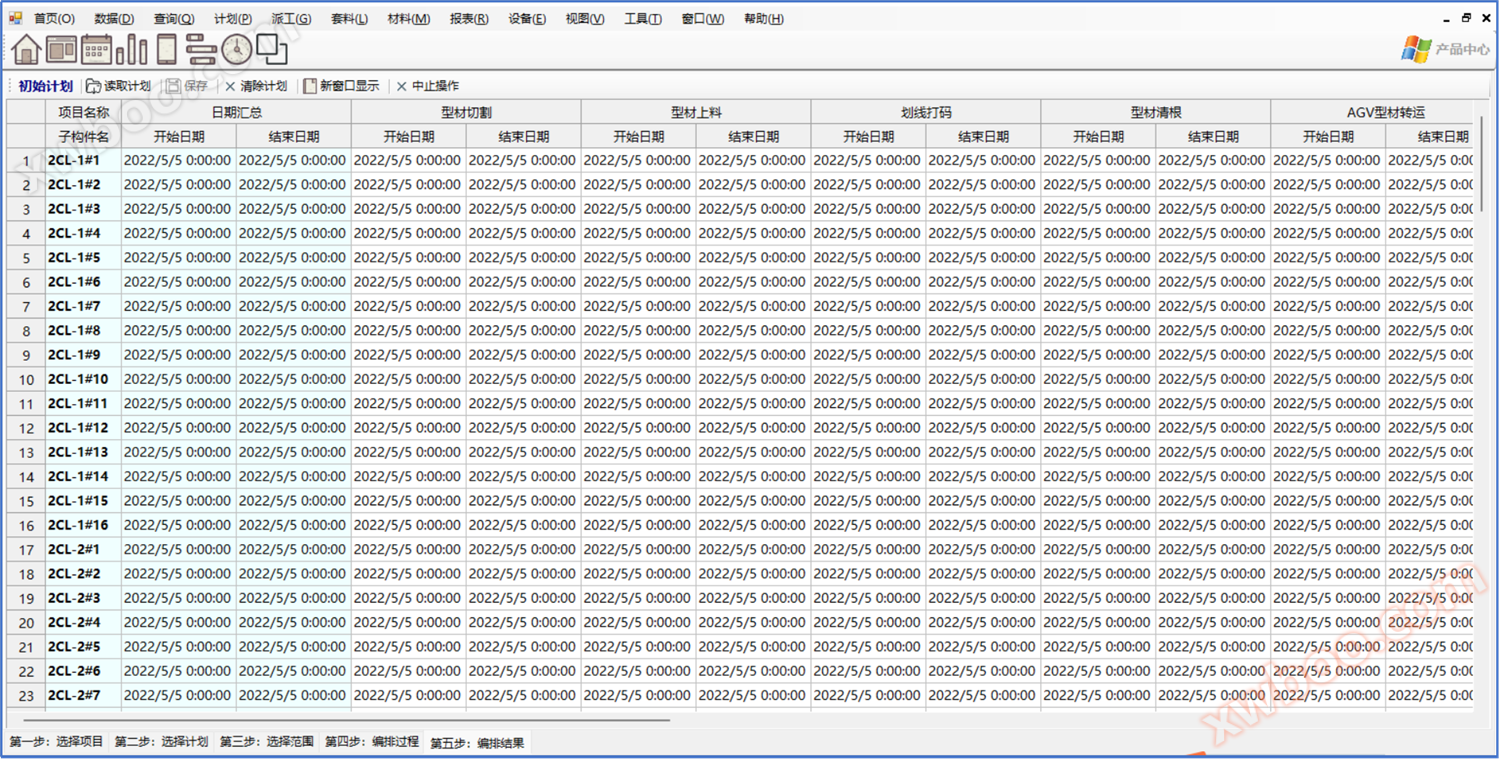
1.1.6 Модуль планування: перед початком виконання виробничих завдань MES автоматично організує плани роботи на кожній станції та комп'єнтів відповідно до вимог проекту та виробничих ритмів на кожній майстерні та робочій станції.
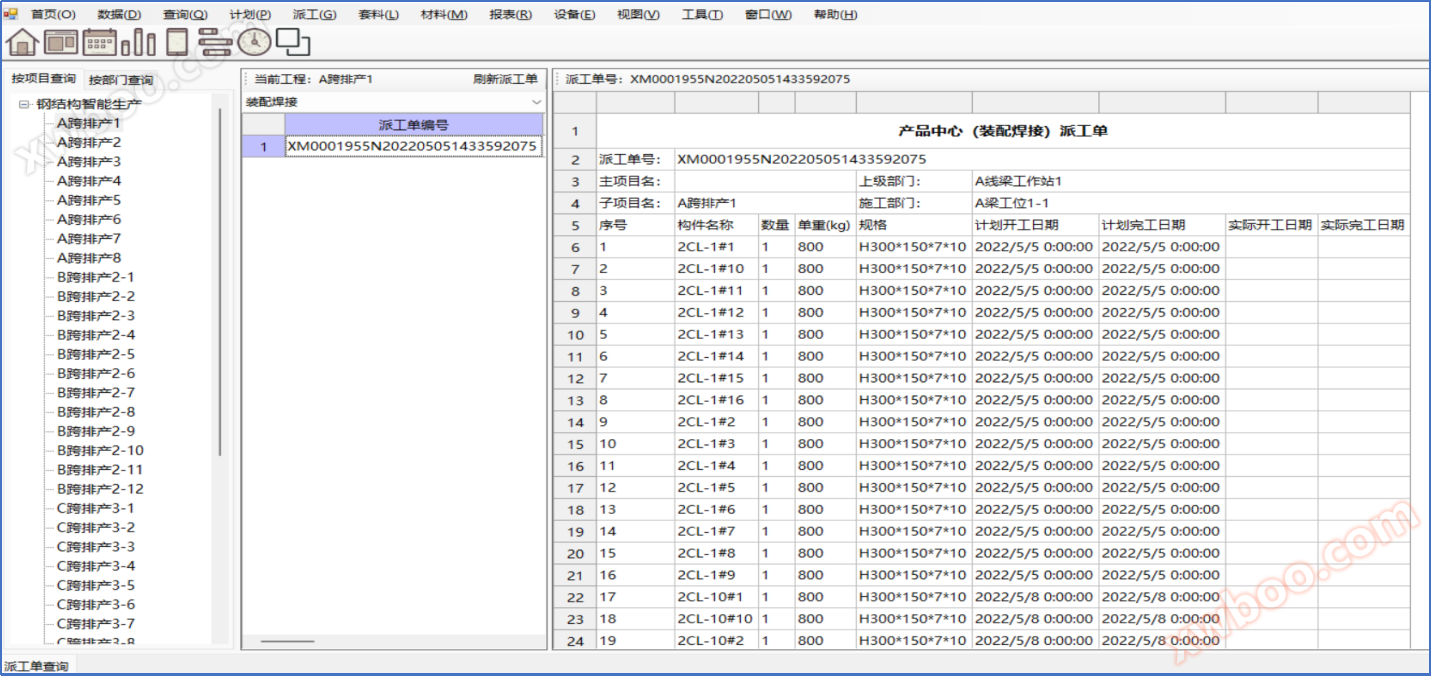
Модуль розповсюдження: створює конкретні завдання для автоматичного планування виробничих ритмів відповідно до вимог проекту та різних майстерень та робочих станцій.
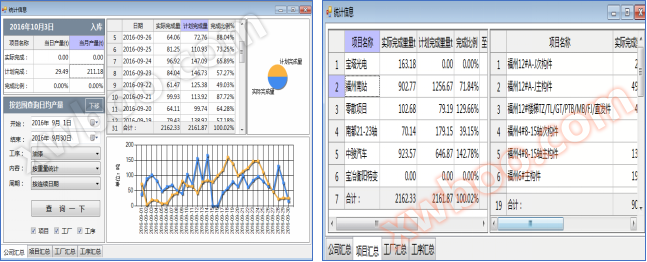
Модуль статистики: можливість запиту загальних даних компанії, статистики проекту, статистики заводу, статистики процесу.
2. Програма проекту
2.1 Типи продуктів
2.1 Розміри конструкції
|
Серійний номер |
Продукти |
Висота |
Ширина |
Довжина (з двома машинами) |
|
1 |
Сталь типу H |
Висота крила≤0.8m |
≤1.2m |
≤12m |
|
2 |
Інші продукти |
Висота панелі≤0.5m |
≤1.2m |
≤12m |
2.1.2 Фотографії типових продуктів користувача


2.1 Глобальна схема
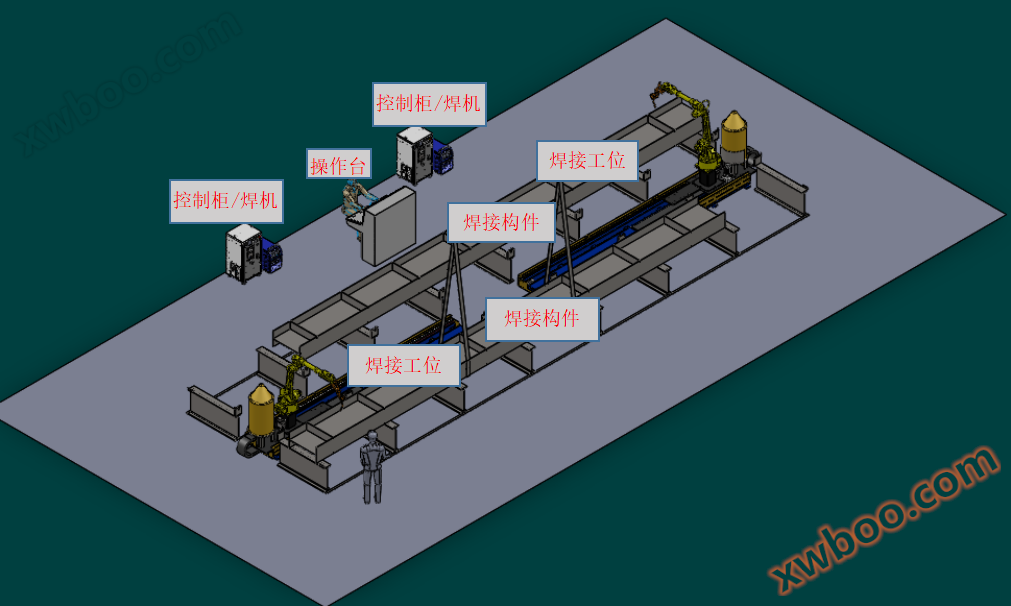
Розміщення фасаду
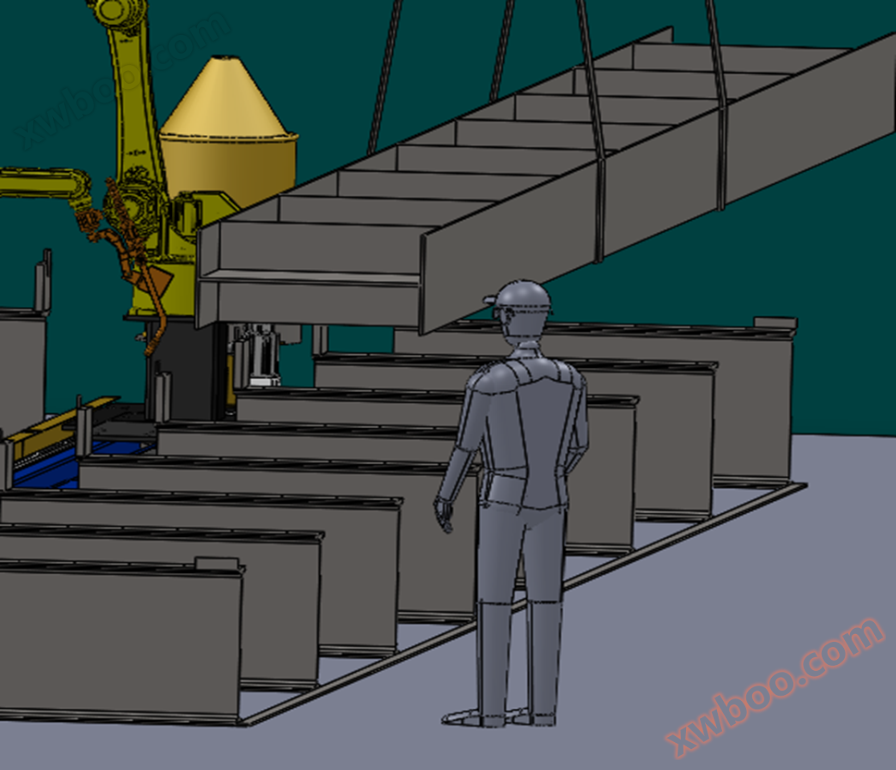
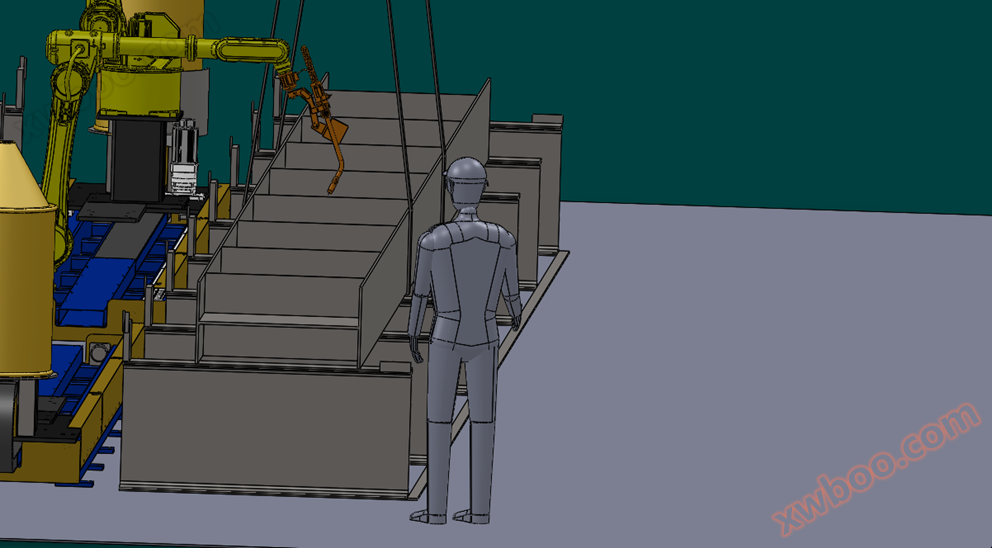
Робочий процес (модельний)
2.2.1 Ручного або транспортного ланцюга перевезення зварюваних елементів на робочий стіл, поблизу точки P
2.2.2 (одночасно або заздалегідь) оператор обертає модель послідовно і створює вузли залежно від номера компонента та того, як компонент розташований
2.2.3 Якщо відхилення розташування занадто велике, спочатку розташуйте точку P за допомогою камери для розпізнавання компоненту
2.2.4Якщо розташування близько, оператор завантажує модель безпосередньо, щоб запустити сканування (в цьому випадку оператор може піднімати інший компонент на другий пристрій або іншу станцію цього пристрою, щоб виконати вищезазначені дії)
2.2.5Після завершення сканування система запускає зварювання
2.2.6Всі компоненти закінчуються зварюванням і транспортуються на наступну робочу станцію.
2.2.7Це дозволяє оператору працювати з декількома пристроями
2.2.8Якщо немає моделі компонентів, можна використовувати візуальний взаємодійний спосіб роботи з зварювальним обладнанням, після того, як компоненти розміщені на стілі, оператор використовує камеру для фотографування необхідної зварювальної частини, відповідає процесу, починає сканування зварювання. У порівнянні з модельними драйверами, відносне навантаження оператора збільшується.
Інтернет-дослідження
-
Контакти
-
Компанія
-
Телефон
-
Електронна пошта
-
WeChat
-
Код перевірки
-
Вміст повідомлення
-